| 产品特性:钣金激光焊 | 是否进口:否 | 产地:东莞 |
| 品牌:正信激光 | 型号:ZXL | 用途:焊接 |
| 电流:交流 | 作用对象:金属 | 作用原理:脉冲/连续(YAG-CW) |
| 产品别名:钣金激光焊接机 | 焦斑直径:0.3-1.6mm | 激光焊接深度:0.3-2.0 |
| 激光器上下行程:100mm(可非标) | 连击时激光焊接频率:0-200HZ | 最大激光功率:1000w |
| 最大平均功率:950w | 套装:非标定制 | 是否跨境货源:否 |
| 焊接效率:0-30mm/s | 能量:0-150J | 激光器:创鑫/锐科/杰普特/凯普林 |
| 激光头:万顺兴 | 光纤:三菱/fcc |
激光焊接应用于钣金生产已经多年,随着近年控制技术和激光技术的不断进步,激光焊接的使用也越来方便。
激光焊接利用能量密度极高的激光束熔合材料,具有焊接速度快、强度高、焊缝窄及热影响区小,并且工件变形量小,后续处理工作量少和灵活性高等优点。激光焊接不仅能焊接常见的碳钢和不锈钢,还能焊传统焊接方式难以焊接的材料,如结构钢、铝及铜等金属,而且能够焊接各种形式的焊缝。

现代钣金制造对焊接强度和外观效果等质量的要求越来越高,尤其是高附加值且对焊接质量要求极高的部件,采用激光焊接可以无需后续加工或者极少后续加工的方式来完成。传统的焊接手段,由于热量输入***,不可避免地会带来工件扭曲、变形等问题。为了弥补工件变形的问题,需要大量的后续加工手段,从而导致费用支出高。
激光焊接具有最小的热输入量,因此带来极小的热影响区,***提高焊接产品品质的同时,减少了后续工作的时间。另外,由于焊接速度快和焊接深宽比大,能够***提高焊接效率和稳定性。因此,激光焊接在钣金制造中的应用越来越普遍。
激光焊接的***优势
在钣金制造中,不同产品对焊接强度和外观效果等质量的要求是有区别的,激光焊接能够实现外形美观、光滑且无变形的焊接效果。而一些内部结构件或后续需要喷涂的零件,则对焊接强度和焊接速度有较高的要求。在这方面,激光焊接具有***的优势,因为激光焊接既可以实现焊缝美观的热传导焊接,也可以实现高焊接强度、高焊接速度的深熔焊。
热传导焊接需要较低的激光能量密度和焊接速度,才能够得到非常美观的焊接表面效果。与此相反,深熔焊则需要较高的激光能量密度,能够得到很高的焊接强度和较快的焊接速度。
由于激光焊接夹具的投人和前期的准备时间(如编程、焊接工艺调试)是一次性的,对于更大批量的产品生产,采用激光焊接更具经济性。
若想发挥激光焊接在钣金生产中的优势,需要具有掌控全局的眼光,并优化整个产品制造流程。采用适用于激光焊接的设计,是获得美观的焊接效果,提高生产效率,降低生产成本的关键。
激光焊接具有速度快、变形小、焊缝美观、强度高等优点,广泛应用于航空、汽车、医疗等领域。其中,激光自熔焊是一种无焊丝的非接触式焊接工艺,焊缝形式多样,且具有***的焊缝一致性。在钣金制造领域,具有巨大的应用潜力。本文着重介绍钣金设计在激光焊接具有翻边45°斜接接口箱体结构中的应用。
激光焊接箱体结构中的钣金设计
箱体选用的材料为1.5mm厚的304不锈钢,尺寸为200mm×200mm×115mm。箱体折弯角度从下至上依次为90°、90°、80°,箱体结构示意图见图1。产品下料的激光切割设备为TRUMPF Trulaser 3040激光切割机,折弯设备为TRUMPF BendCell 5130折弯机,激光焊接设备为TRUMPF Trulaser Robot 5020激光焊接机。表1所示为激光焊接参数。
点击进入看图评论
图1 箱体结构示意图
表1 激光焊接参数
点击进入看图评论
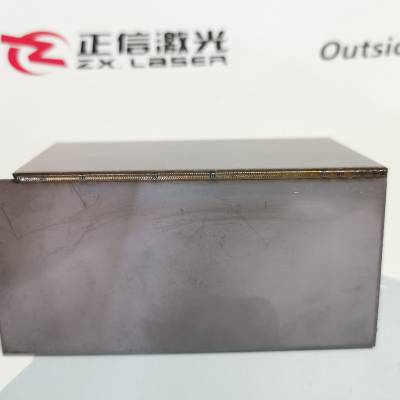
在传统焊接不锈钢箱体结构工艺中,为得到较为美观的焊接产品,通常需要在焊接之后进行打磨抛光处理。后续工序繁琐,耗时较长,且在焊接过程中极易产生焊接变形和焊穿现象。而激光焊接由于其焊接速度快、变形小、焊缝美观等优点在钣金焊接领域具有巨大的应用潜力。
其中TRUMPF Trulaser Robot 5020(下文简称TR5020)激光焊接设备在焊接箱体结构中拥有巨大的优势。TR5020在其焊接头上集成了高精度自动调焦系统,使其可以在同一个激光焊接程序中在激光深熔焊和激光热导焊焊接工艺之间随时切换,无需改变机器人姿态。同时配合集成在焊接头中的高倍CCD相机,可以更精准的调整激光焦点位置,进而使得激光焊缝具有***的焊缝一致性。而如何将激光焊接速度快、焊接热影响区窄、变形小、精度高的优点应用在箱体结构的焊接中成为了亟待解决的问题。
在焊接不锈钢箱体结构中,箱体角焊缝占据了整个焊接工艺的绝大部分。为了得到一个圆润的激光焊接焊缝,我们对传统焊接的搭边量进行了优化,如图2、图3所示,其中,t为板厚,a为搭接量,b为激光中心在板断面的位置,α为激光倾角。
点击进入看图评论
图2 角焊缝搭边量改进
点击进入看图评论
图3 激光焊接搭边量
优化后的搭边量,采用激光热导焊焊接工艺进行焊接。通过TR5020自动调焦系统***设置离焦量为10.00mm,调焦精度为0.01mm。通过高倍CCD相机***b值,可以实现在不填加焊丝的情况下得到圆润的激光焊缝,如图4b所示。该搭边量优化方案适用于3mm及以下厚度的板材,其中a、b、α值由t值决定。
点击进入看图评论
图4 搭边量优化示意图及实际激光焊接效果
在焊接不锈钢箱体结构中,边角释放槽的优化也极为重要,直接影响了箱体结构底部的效果。在传统焊接过程中,一般采用矩形或圆形边角释放槽。但该类型边角释放槽,在进行激光焊接时极易造成焊穿或不饱满的情况。边角释放槽示意图见图5。
点击进入看图评论
图5 边角释放槽示意图
通过调用TRUMPF激光焊接边角释放槽工艺块,对产品结构进行优化。在激光焊接后,可以得到非常饱满、圆润的焊接效果,几乎不需要二次处理,***的减少了后续加工的时间,如图6、图7所示。
点击进入看图评论
图6 边角释放槽激光焊接设计示意图
点击进入看图评论
图7 边角释放槽实际激光焊接效果
激光焊接箱体结构翻边45°斜角接口的设计
在焊接不锈钢箱体结构中,由于折弯变形量的存在,在翻边45°斜角接口位置很难闭合紧密,如图8中 A处所示,采用激光焊接极难处理。因此,该接口的设计将直接影响到箱体结构的焊接质量。同时在B处也会存在较大的缝隙,直接激光焊接很难处理。
图8 优化前结构示意图
对于该种情况,我们对箱体结构进行了优化。在设计时将台阶面部分金属进行切除,再延伸出两个小台阶面,如图9a所示,之后在展开时,以其端面为基准,将先前切除部分补齐,如图9b、图9c所示。在图8中B处,做两个台阶面交错延伸,以增加金属补偿量,弥补在此处产生的缝隙,如图9d所示。
点击进入看图评论
图9 翻边45°斜角接口钣金设计示意图
图10为实际激光焊接之后的效果。由图10a可以看到在接口处闭合紧密,完全满足激光焊接工艺要求。焊缝表面美观,过渡自然,无凹陷、焊穿等现象。图8中B处也得到了良好的填充。
点击进入看图评论
图10 翻边45°斜角接口激光焊接效果
结束语
随着焊接工艺的不断发展,传统的钣金设计方案将逐渐捉襟见肘。同样激光焊接在钣金行业的推广中,新的激光焊接钣金设计方案的推出也将势在必行。